Verfahrenstechnische Prozessschritte
Verfahrenstechnische Prozessschritte
Der Reinigungsprozess soll die individuellen Verunreinigungen in Folge der spezifischen Bearbeitung der Werkstücke entfernen und die geforderte technische Sauberkeit sicherstellen.
Die Reinigung von Bauteilen durch Nassverfahren hat die optimale Kombination und Wirkung der vier Grundparameter zum Ziel.
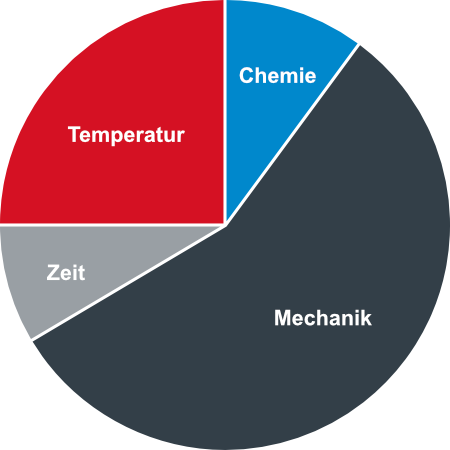
Die Technologie im Anlagenbau sichert eine effiziente Reinigungsmechanik und stabile Prozessführung.
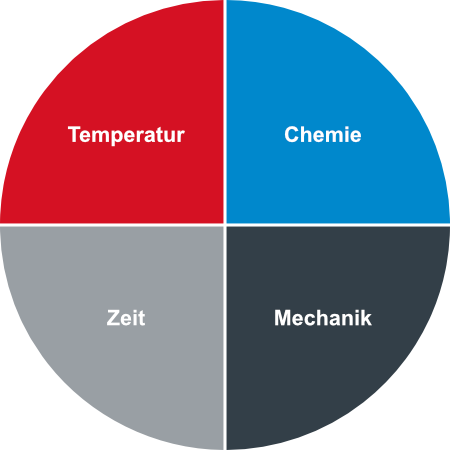
Der Sinnersche Kreis
Gemäß diesem Wirkungsmechanismus bestimmen vier Grundparameter den Reinigungserfolg. Der Gesamterfolg kann durch die Kombination der veränderlich großen, voneinander abhängigen Einzelfaktoren erreicht werden. Die Anlagentechnik hat eine Maximierung der Reinigungsmechanik zum Ziel, für eine ressourcen-effiziente, schnelle Reinigung.
Reinigungsprozesse


Spitzreinigung
Das Nassmedium wird durch Düsen auf die Bauteiloberfläche gespritzt. Die kinetische Energie löst Verunreinigungen vom Bauteil und schwemmt sie ab. Das Ergebnis wird von der Position und Form der Düsen, vom Spitzdruck und der beaufschlagten Medienmenge bestimmt.
Bei der industriellen Bauteilreinigung wird anschließend meist die Oberfläche gespült und getrocknet.
Schwallfluten
Die Werkstücke werden mit dem Nassmedium schwallartig überspült, damit stark anhaftende Verunreinigungen entfernt werden.
Tauchreinigung
Bauteile werden in ein Nassmedium im Reinigungsbad getaucht. Am Bauteil anhaftende Verschmutzungen werden durch das erwärmte Nassmedium gelöst. Durch das Bewegen der Bauteile im Nassmedium wird ein mechanischer Effekt erzeugt und Verunreinigungen von der Oberfläche entfernt.
Bei der industriellen Bauteilreinigung wird anschließend meist die Oberfläche gespült und getrocknet.
Ultraschall
Durch Schwinger erzeugte Schallwellen lösen Zug- und Druckspannungen im Nassmedium aus. Es bilden sich Kaviationsbläschen, die in der entgegengesetzten Schwingungsphase implodieren und hydraulische Stöße erzeugen. Mikroströmungen in der Flüssigkeit spülen fest anhaftende Partikel und Pigmente von der Bauteil-Oberfläche.
Die Kosten der Ultraschall-Einsatzes liegen hauptsächlich in der notwendigen Prozesszeit. Niedrige Ultraschallfrequenz löst grobe Verschmutzung, hohe Ultraschallfrequenz löst feine Verschmutzung vom Bauteil.

Dampfentfetten
Heißer Lösemitteldampf kondensiert auf der Bauteiloberfläche. Der entstehende Lösemittelfilm löst Verunreinigungen an. Der ablaufende Flüssigkeitsfilm zieht Verunreinigungen, wie Stäube und Späne, von der Bauteil-Oberfläche. Durch diesen mechanischen Reinigungseffekt wird die Oberfläche porentief gereinigt.
Trocknung
Das Trocknen schließt den vorangegangenen Reinigungsprozess ab. Effizientes Trocknen reduziert den Verbrauch an teuren Reinigungsmedien (z.B. Lösemittel), leistet einen wichtigen Beitrag zum Umweltschutz und vermeidet Rückverschmutzung oder Korrosion aufgrund von Feuchtigkeit.
Bei eng verpackten oder porösen Teilen kommt die atmosphärische Trocknung an ihre Grenzen. Dann wird die Trocknung unter Vakuum eingesetzt.


Warenträger
Um das Reinigungsziel zu erreichen, ist die Teile-Handhabung zu prüfen. Es sind reinigungstaugliche Warenträgere einzusetzen.
Die verfahrenstechnisch optimale Kombination
Während der Projektierung einer Reinigungslösung wird das optimale Nassverfahren systematisch entwickelt und die Abfolge der Prozessschritte definiert. An Anlagen zur Teilreinigung im Pero Kompetenz-Zentrum wird der Reinigungsnachweis erbracht.